Xinchang Lanxiang Machinery Co., Ltd.-ek ekoitzitako urrats bakarreko bihurritze faltsua merkatuak aitortu du, % 90etik gorako merkatu-kuotarekin. Ekipamendu hau poliesterrezko harizpi FDY-ren bihurdura bikoitzaren, finkapen (aurrez uzkurdura) urrats bakarreko prozesamendurako aplikagarria da, eta sortutako krepea poliesterrezko imitaziozko zeta-ehunaren trama gisa erabiltzen da.

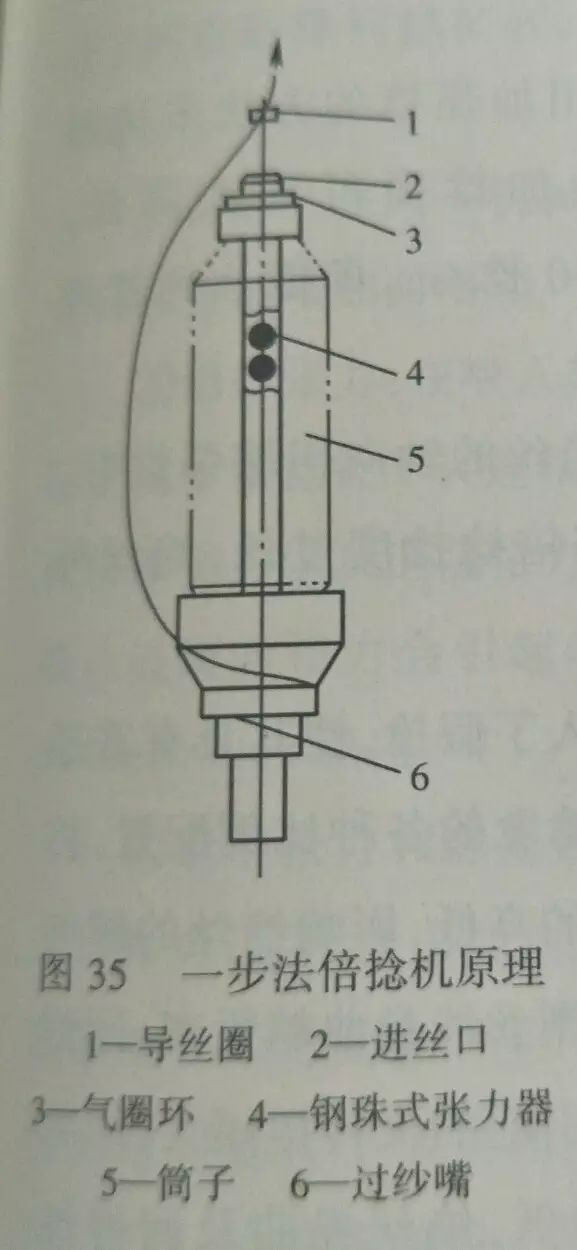
Pauso bakarreko bihurdura faltsuaren makinaren bihurdura faltsuaren printzipioa bihurdura faltsuaren gailua erabiliz gauzatzen da. Bi bihurdura egin ondoren, harizpia errotore magnetiko motako bihurdura faltsuan sartzen da. Biradura faltsuak errubi kalitateko higadurarekiko erresistentzia handiko materialez egindako pin horizontal bat du. Harizpia pin horizontalaren inguruan bilduta dago bira bat edo bi emanez eta gero bihurdura faltsutik ateratzen da, eta ondoren arrabolak ateratzen du eta forma hartzen du (irudia).

Alanbre-haga ardatz horizontalean kiribildu ahala, errotorea biratzen denean, alanbre-haga batera birarazten du, eta horrela, atzera bihurritu daiteke. Helduleku-puntua (errotorearen ardatz horizontala) mugatzat hartuta, alanbrearen goiko eta beheko segmentuek biraketa positiboa eta negatiboa lor dezakete norabide desberdinetan, hurrenez hurren. Aldi berean, alanbre-haga abiadura konstantean mugitzen da, eta, beraz, helduleku-puntuaren atzean dagoen eremuaren biraketa-balioa zero da. Beraz, harizpi osoarentzat, bihurrigailu faltsuaren biraketak harizpiari ezartzen dion azken biraketa zero da, beraz, biraketa faltsua deitzen zaio.
Bihurgailu faltsuaren funtzioa hari-segmentuari bihurdura faltsua ematea da, pin horizontala baino lehen, eta kutxa beroan berotzea deformatzeko. Hoztu ondoren, pin horizontalaren bidez askatu dezake, harizpiari nolabaiteko loditasun, elastikotasun eta eskalagarritasun emanez.
Harizpi faltsu bihurrituak tratamendu termikoa jasango du. Berotze-eremuan sartzen den harizpiak bihurdura bikoitza eta bihurdura faltsua ditu. Berogailuaren funtzioa harizpia bihurdura bikoitzerako prestatzea eta bihurdura faltsurako desnaturalizatzea da. Askatu ondoren, harizpiak kurbadura-efektua izango du. Aldi berean, harizpia tentsio baxuan berotzen da eta termikoki desnaturalizatzen da harizpia aurre-uzkurtzeko eta bero-uzkurdura murrizteko, eta horrek krepa-efektua agertzea errazten du. Berogailuaren ohiko tenperatura 180~220 ℃-koa da. Prozesuaren beharren arabera ezar daiteke. Berogailuaren tenperatura-egoera konstanteak hari-tratamendu termiko uniformea bermatuko du. Bihurgailuaren ardatza eta bihurdura faltsua abiadura oso handian biratzen dira, eta puxikaren tentsioa handia da eta tentsio-gorabehera jakin bat dago.
Bihurgailu bikoitzaren ardatza eta bihurgailu bikoitzeko bihurgailu faltsua gainelikadura-arrabol horzdun independenteekin hornituta daude. Gainelikadura-arrabolaren ezaugarririk handienetako bat zeta-hariarekiko duen helduleku negatiboa da, eta hori aldatzen da zeta-hariaren inguruko angeluaren arabera, zeta-hariaren bi muturretako tentsioaren arabera eta zeta-hariaren eta gainelikadura-arrabolaren materialaren arteko marruskadura-koefizientearen arabera.
Argitaratze data: 2023ko otsailaren 4a